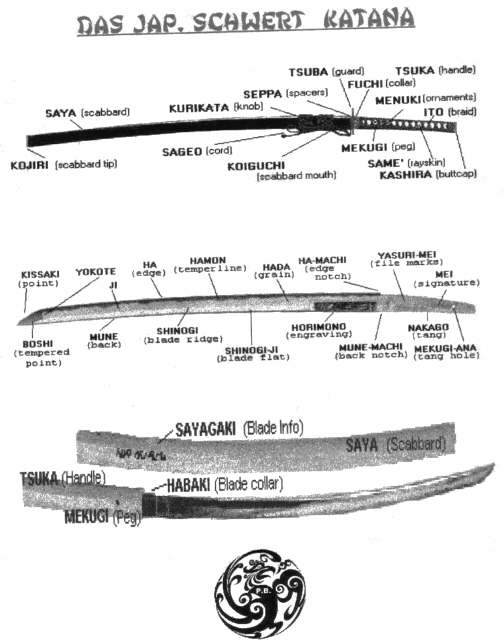
Das
Schwert
Eine kurze Übersicht über
seine Herstellung
KOTO :
frühe Schwerter
Die Entwicklung die zur Herstellung der japanischen
Schwerter führte, stammte aus China und wurde im Zuge des Koreakrieges nach
Japan eingeführt. Die ältesten Schwerter konnten bis ins 5. Jahrhundert
n.Chr. zurückdatiert werden. Diese Klingen, genannt „chokuto“ waren gerade und
hatten eine Schneide.
In der Heianperiode (794-1185) wurden die Herstellungsmethoden
weiter verbessert. Die Klingen
wurden gekrümmt hergestellt, was zusammen mit andernen Methoden (Ashi) half,
die Bruchfestigkeit zu erhöhen. Diese Schwerter, genannt „tachi“ wurden mit der
Schneide nach unten getragen.
In der Kamakuraperiode (1185-1333) beherrschte die
Kriegerkaste Japan. In dieser Zeit erlebte die Schwertherstellung ihren
Höhepunkt. Bis dato wurden die Schwerter aus einem Stück Stahl geschmiedet, nun
wurden verschiedene Stahllagen miteinander verbunden. Die tachi wurden breiter,
dicker und schwerer, was eine beidhändige Benutzung erforderlich machte. Der
Bereich der gehärteten Schneide wurde breiter und konnte öfter nachgeschliffen
werden. Die bekanntesten Schmiede dieser Periode sind auch Synonym für
exellente und individuell gefertigte Schwerter : Tomonari, Gotoba,
Hisakuni, Norimune und Masamune.
In der Nanbokuchoperiode (1333-1392) kanalisierten sich die
verschiedenen Schmiedearten in 5 Schulen, die nach den Provinzen benannt wurden
in denen sie beherbergt waren :die Soshu-, Bizen-, Yamashiro-, Yamato,- und
Minoschule. Diese Schulen wurden die Gokaden , Die Fünf Traditionen , genannt.
Während der Muromachiperiode (1392-1568) herrschte aufgrund
vieler Kriege ein erhöhter Bedarf an Schwertern. Dies führte letztendlich zu
einer Massenproduktion und Qualitätsminderung.
SHINTO :
neue Schwerter
Eine Weiterentwicklung vollzog sich in der Momoyamaperiode
(1568-1603) und führte zu der Herstellung von zwei verschiedenlangen Schwertern
dem „katana“ und „wakizashi“, die zum Markenzeichen der Samurai wurden. Die nun
hergestellten Schwerter wurden nicht mehr den fünf Traditionen zugerechnet.
Mit dem Beginn der Edoperiode (1603) vollzog sich ein
grundlegender Wandel. Die Schwerter wurden in dieser Friedenszeit nicht mehr
auf dem Schlachtfeld benutzt, Feuerwaffen und importierter Stahl hielten Einzug
nach Japan und veränderten so das Umfeld für Schmiede. Die Qualität dieser
Klingen war sehr unterschiedlich und es gab um 1780 sogar Bemühungen an die
Technik der fünf Traditionen anzuknüpfen. Schwerter aus dieser Zeit wurden
„shinshinto“ genannt. Die Qualität der alten Schwerter wurde aber nie wieder
erreicht,viele Schmiede verarmten und mußten ihren Beruf aufgeben. Erst mit
Beginn der Meiji Restauration (1876) wurde die Schwertschmiedekunst wieder
populärer.
GENDAITO :
moderne Schwerter
Schwerter seit der Meijizeit wurden beeinflußt durch
japanische Kriegsunternehmungen. Die Klingen waren Massenprodukte für die Armee
und wurden aus schlechtem Stahl hergestellt. Sie hatten zwar noch die Form
traditioneller Klingen, waren aber weder handgeschmiedet noch hatten sie
gehärtete Schneiden sowie Oberflächenmuster (hamon).
Schwertschmiedekunst heute
Nach Ende des zweiten Weltkrieges hatten sich Schmiede
bestimmten Anweisungen zu unterwerfen. Bis 1953 verboten die Amerikaner
jegliche Herstellung sowie Besitz von Schwertern. Danach mußte jeder Schmied
klarstellen, daß er Kunstobjekte herstellt und keine Kriegswaffen. Um die
Massenproduktion billiger Schwerter ohne ästhetischen Wert zu verhindern
entschied sich die Regierung, folgende Beschränkungen aufzulegen :
1.
Nur ein lizenzierter Schmied darf ein japanisches Schwert herstellen.
Ein japanisches Schwert
ist per Definition ein Schneidinstrument mit einer Klinge über 15.24 cm,
einem hamon und
einem mekugi-ana. Schwerter unter 15.24 cm werden als Messer oder
„kogatana“
bezeichnet und
fallen nicht unter diese Regelung. Eine Lizenz kann nur durch eine mindestens
5
jährige Lehre bei
einem bereits lizensierten
Schwertschmied erhalten werden.
2.
Ein lizensierter Schwertschmied darf höchstens 2 Langschwerter (über 61 cm)
oder
3 Kurzschwerter
(unter 61 cm) pro Monat herstellen.
3.
Alle hergestellten Schwerter müssen registriert werden.
Eine wichtige Anlaufstelle für die Aus- und
Weiterbildung sowie Erhaltung und
Studien über japanische Schwerter ist die Nihon Bijutsu Token Hozon Kyokai
(NBTHK). Seit ihrer Gründung 1960 bemüht sie sich um die Weitergabe und
Erhaltung der alten Schwertschmiedekunst.
Adresse: The Nippon
Bijutsu Token Hozon Kyokai
4-25-10 Yoyogi
Shibuya-ku
Japan
Zur Herstellung eines Schwertes so wie wir es kennen, sind
viele verschiedene Arbeitsgänge notwendig. Es lassen sich dabei mehrere
Bereiche unterscheiden, für die es jeweils eigene Berufe gibt. Dies sind z.B.
der Schmied, der Polierer, der Habakihersteller und der Holzschnitzer, der die
Saya fertigt. Im folgenden wird das Schmieden und Polieren ausführlicher
dargestellt.
Die Einzigartigkeit japanischer Schwerter liegt in der
Kombination von Stahl und Herstellungsmethode. Der Schwertstahl wird nicht wie
in Fabriken hoch genug erhitzt, um völlig homogen zu sein. Es ist gerade diese
Inhomogenität, die die besonderen Eigenschaften ausmachen. Für gewöhnlich
besteht der Kern des Schwertes aus weicherem Stahl („shingane“) und einem
Mantel aus hartem Stahl („kawagane“). Die Zone, wo sich beide vermischen, ist
an einer weißen Linie dem habuchi zu sehen. Das Muster, daß aus dieser
Linie geformt wird, wird hamon genannt. Stahl ist eine Kombination aus
Eisen und Kohlenstoff, mit steigendem Kohlenstoffanteil wird der Stahl härter,
zuviel Kohlenstoff hingegen macht ihn brüchig. Der Gehalt in japanischen
Schwertern liegt bei etwa 0.7 %. Eisen wird für gewöhnlich aus Erzen gewonnen,
für Schwerter benutzt man hingegen einen feinen schwarzen Sand, genannt satetsu.
Um den Sauerstoffanteil zu verringern und Kohlenstoff hinzuzufügen, wird satetsu
in einen Schmelzofen („tatara“) mit Kohle umgesetzt. Es ensteht eine
inhomogene Masse von Stahl, genannt tamahagane. Dies ist das
Ausgangsmaterial zum Schmieden von Schwertern.
Oroshigane:
Vorbereiten des Stahls
Zuerst werden die verschiedenen Stücke tamahagane
nach ihrem Kohlenstoffgehalt hin aussortiert. Dann werden diese Stücke in einem
Schmelzofen dahingehend aufbereitet, daß ein Stahl entsteht, der zum Schmieden
und Falten geeignet ist.
Tsumiwakashi:
Vorbereitung zum Schmieden
Stücke des entstandenen Stahls werden erhitzt und zu
dünneren Scheiben gehämmert. Diese werden zerbrochen und aussortiert. Die
gewünschten Stücke werden nun auf einer Stahlplatte mit Griff aufgehäuft
erhitzt und zu einem Block zusammengeschmiedet.
Kitae:
Schmieden
Der Block wird nun abwechselnd in die Länge getrieben und
anschließend entweder längs oder quer gefaltet. Dies geschieht so oft, bis der
Block keine sichtbaren Lücken mehr enthält, also eine „Masse“ geworden ist, in
der Regel etwa 14 mal. Jetzt liegt der Kohlenstoffgehalt etwa bei 0.7 %, da bei
jedem Falten Verunreinigungen (und Kohlenstoff) entfernt werden. In
diesem Zustand befinden sich etwa 6500
Lagen Metall pro Zentimeter übereinander. Je nachdem, ob man den Stahl
längs oder quer gefaltet hat erhält man entweder ein Linien- oder ein
Holzmuster im Block. Dieser Block wird nun zu einem U geformt, in dessen Mitte
nun ein geschmiedetes Stück weicheren Stahls eingelegt wird.
Tsukurikomi:
Formen des Stahls
Nun wird das ganze zusammengeschmiedet, so daß der weichere
Teil komplett vom härteren eingeschlossen wird.
Sunobe:
Formgebung
In dieser Phase läßt der Rohling seine spätere Form erkennen. Dabei wird nun darauf geachtet, daß er eine einheitliche Stärke besitzt.
Hizukuri:
Formen der Schneide
Der Rohling wird zum wiederholtenmale erhitzt und nun von
einem Ende zum anderen der Länge nach überarbeitet. Feinheiten werden nun
sichtbarer. Schneide, Griff und Spitze werden herausgearbeitet.
Shiage:
Überarbeitung
Nach dem Schmieden werden nun mit einem gehärtetem
Messer („sen“) Unebenheiten der
Oberfläche abgehobelt. Das Schwert hat nun schon ein sehr definiertes Aussehen.
mit eigenen Charakteristika.
Tsuchioki:
Gehärteter Stahl kann geschärft werden und ist somit für die
Schneide gut geeignet, ist aber für den Gebrauch an den Seitenflächen zu wenig
flexibel. Japanische Schmiede entwickelten Techniken um nur die Schneide zu
härten. Der Übergang zwischen gehärtetem und ungehärtetem Stahl ist der
Übergang zwischen zwei kristallinen Strukturen und wird im hamon
sichtbar. Das Aussehen des hamon ist gänzlich dem Schmied überlassen, es ist
sozusagen seine zweite Unterschrift. Der Härtungsprozeß verläuft folgendermaßen
:Die Klinge wird mit einer Mixtur aus Lehm, feiner Holzkohle, pulverisiertem
Sandstein und Wasser bestrichen, dicker im oberen Bereich, dünn an der
Schneide. Die Art des Auftrags an der Schneide, mit feinen zusätzlichen
Streifen des Gemisches bestimmt das Aussehen des hamon, hat aber noch einen
zusätzlichen Effekt, nämlich vermindert die andere entstehende Kristallstruktur
mögliche Schäden im späteren Gebrauch.
Yaki-ire :
Härten
Anschließend wird
das beschichtete Schwert getrocknet, dann erhitzt und in Wasser eingetaucht.
Dort wo die Lehmschicht dünner ist, kühlt sich der Stahl schneller ab und
verändert seine Struktur, er wird härter. Die Schwierigkeit besteht im Erhitzen
auf die richtige Temperatur. Deshalb wird diese Arbeit Nachts ohne Licht
ausgeführt, so daß der Schmied die richtige Temperatur des glühenden Schwertes
abschätzen kann. Das Schwert wird aus dem Wasser genommen und erneut leicht
erwärmt um anschließend wieder im Wasser abgekühlt zu werden. Dieses Tempern
der Klinge stabilisiert die entstandenen Kristallstrukturen. Die Lehmschicht
wird nun mit einem Schleifstein entfernt, und die Klinge gesäubert. Ist man mit
dem entstandenen hamonmuster unzufrieden, kann man das Schwert erneut
hocherhitzen und zu tsuchioki zurückkehren.
Sorinaoshi:
Die Krümmung optimieren
Während yaki-ire
verstärkt sich die Krümmung des Schwertes, so daß eine Überarbeitung notwenig
sein kann. Dies geschieht durch Hammerschläge auf den oberen Teil. Bei einer zu
kleinen Krümmung wird das Schwert stückweise auf einem glühenden Kupferblock
erhitzt und im Wasser abgekühlt.
Kajitogi:
erste Politur
Obwohl die Politur strenggenommen Werk des Polierers ist,
geben viele Schmiede ihren Schwertern eine erste grobe Politur damit die
Charakteristika der Klinge vom Polierer nicht mehr verändert werden, außerdem
lassen sich eventuelle Unregelmäßigkeiten des Schwertes feststellen.
Hi:
Rillen
Blutrillen sind ein weiteres dekoratives Element eines
Schwertes, und verringern dessen Gewicht. Sie werden erst in dieser Phase
hergestellt. Dazu wird die voraussichtliche Linienführung mit einem Stift
aufgezeichnet und anschließend mit gehärtetem Werkzeug herausgeschnitten.
Nakago:
der Griff
Das Griffende des Schwertes bekommt ein feines Muster
eingefeilt, wird aber zeitlebens nie poliert. Zum Schluß wird mit einem Bohrer
das mekugi-ana gebohrt.
Mei:
die Signatur
Nun kann das Schwert zur weiteren Fertigstellung an den
Polierer weitergegeben werden. Erst wenn es komplett fertig ist, und in jedem
Detail den Wünschen des Schmied entspricht, signiert er es mit einem kleinen
Meissel und Hammer.
Auch die Politurphase gliedert sich in viele verschiedene
Abschnitte, der Einfachheit halber wird hier nur ein kleinerer Abriß
dargestellt. Vor Jahrhunderten als Schwerter noch auf dem Schlachfeld benutzt
wurden, war es die Aufgabe des Polierers Schwerter zu schärfen und beschädigte
Klingen zu reparieren. Im Laufe der Zeit, als Schwerter immer mehr zu
Kunstobjekten wurden, kamen zusätzliche Aufgaben für den Polierer hinzu. Er ist
es, der die Arbeit des Schmiedes vervollkommnet, indem er die Form des
Schwertes durch die Politur unterstreicht, und Details herausarbeitet. Auch ist
es wichtig für ihn zu wissen, was für ein Schwert er polieren soll, da selbst
eine sehr gute Politur höchstens 100 Jahre hält. Alte Schwerter z.B. können
schon sooft poliert worden sein, daß eine weiter Politur das hamon
zerstören könnte. Ähnlich verhält es sich mit der Beseitigung von Schäden. Der
Polierer könnte wohl eine Delle beseitigen, würde dabei aber vielleicht das
Wesen des Schwertes verändern.Jegliche Art von Poliersteinen hinterlassen Spuren
auf dem Stahl.Wenn das Schwert vom Schmied kommt, hat es schon eine Grobpolitur
hinter sich. Der Polierer benutzt nun eine Anzahl von Steinen unterschiedlicher
Körnung nacheinander, bis daß der Effekt des feinsten Steines kleiner ist als
die Strukturvariation des Stahls. Bei der Abschlußpolitur („shiagetogi“) wird
nun sehr feines Material benutzt, vergleichbar mit ganz dünnem
Schmiergelpapier. Es folgen noch einige kosmetische Operationen. Bei nugui
werden gefilterte feine Eisenoxidpartikel auf die Klinge aufgetragen und mit
Baumwolle wegpoliert. Diese Partikel lassen den Stahl dunkler erscheinen und
heben so Oberflächendetails hervor. Mit weiteren Poliersteinen wird nun das hamon
und hadori herausgearbeitet, so daß es weißer erscheint. Ganz zum Schluß
folgt das Brünieren der Fläche zwischen mune und shinogiji, dem
Part zwischen Rücken und Blutrille. Bei diesem mikagi genannten Prozeß
wird die Klinge gesäubert und mit einem feinen Puder ibota (gewonnen aus
der Asche eines bestimmten Insektes) bestäubt. Dieses wird eingerieben, wobei
anschließend eine Stahlklinge über diese Flächen gezogen wird, bis eine ebene
spiegelartige Oberfläche entsteht, die im Kontrast zum übrigen Schwert steht.
Insgesamt dauert die Arbeit des Polierers an einem Langschwert etwa 10 - 21
Tage je nach Umfang der Aufgabe. Das Schwert ist dann soweit fertig, daß es zur
Vervollständigung weitergegeben werden kann. Es folgen Arbeiten an habaki,
tsuba, und saya.